爱游戏app官方最新版欢迎您!

HSP4797装各有12个贴装头,每个头上有5个吸嘴,其各站功能如图所示。
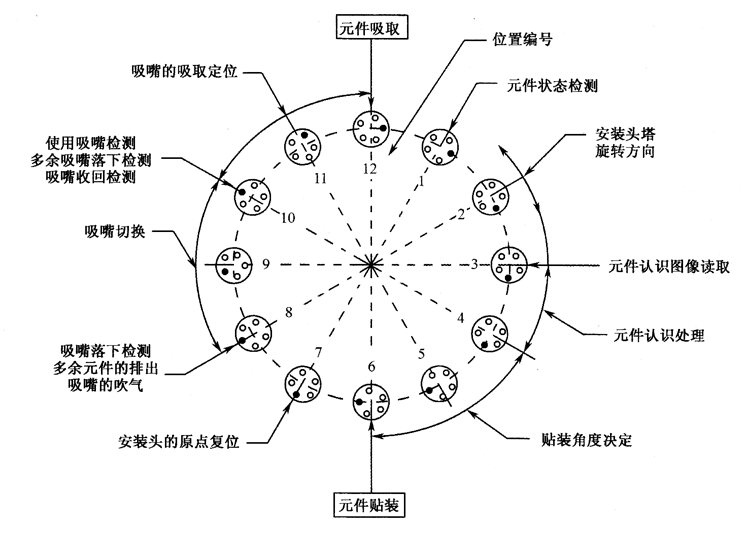
·检查元件是否吸到元件,元件的厚度是否超过站立值,元件的厚度是否小于厚度值当检查到吸嘴没有吸到元件时,关闭贴装头上的真空电子阀。
(3)ST3:元件识别照相机的镜头,XIY轴根据贴装头偏置,吸嘴中心偏置值移动到拍摄照片的位置拍摄照片。
·检查吸嘴上是否有元件识别后的分析处理照片。计算出在贴装该元件时,要对X、Y和角度补偿。在该元件识别达到一定次数时,要计算出它的供料器偏置值并保存这个值。
(5)ST4~6吸嘴旋转到贴装角度同时做元件识别时发生角度的偏差进行补偿。
ST6:X/Y贴装台移动到贴装位置(这时要进行在识别元件时发现的XlY偏差的补偿和在程序中设定的手动偏置和生产数据中的整体补偿值等偏置值的补偿),打开控制贴装头下降的汽缸,当贴装头下降到贴装高度时关闭真空电子阀;打开吹气电子阀吹气贴装元件(在这过程中,要进行元件库的拾取高度补偿和程序中的PCB高度偏置值等参数的补偿)。
(7)ST8:在发生拾取高度错误或元件错误时,给贴装头吹气把元件抛到废料盒中,还要检查贴装头上正使用的吸嘴的高度(BPH29)。
(8)ST8~10:打开控制贴装头切换吸嘴的汽缸,以便让贴装头自身切换吸嘴。待贴装头的吸嘴切换到正确位置(低位置是在12点钟的位置,高位置是在6点钟的位置),打开控
制贴装头旋转的汽缸并锁住贴装头切换吸嘴以便做以下几个ST的动作。(注意:高位置是指吸嘴处于不被选用。高低位置的切换是根据元件库中的“t”值来决定。低位置:0<t<2.,5;高位置:2.5≤t≤6.5。)
(9)5710:检查贴装头上所有吸嘴的位置是不是正确(正在使用的吸嘴和没用吸嘴)。
(13)ST10~12:贴装头上正在使用的吸嘴由12点钟的位置或6点钟的位置转到3点钟位置(在这期间要补偿供料器偏置值的“Y”和元件库中取料位置中的Y方向值)。
(14)ST12:取料位,供料平台移到指定的站位(与此同时,对供料器偏置X值和元件库中的取料位置的X值进行补偿,还要检查料是否用完元件用尽检测,打开控制压料杆的汽缸。压料杆开始下降压料送料,与此同时,切刀剪去多余的料带并把多余的料带吸走;打开控制贴装头下降的汽缸,贴装头开始下降。在下降到取料位置的时候打开头上的真空电子阀开始取料(这时要对供料器“L”值和元件库中的拾取高度进行补偿)。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。举报投诉

服务器的机箱空间较大,所以其配置也能达到一个较高的水平,冗余扩展可以很齐备,从而应用范围非常广,应该说目前使用率最高的就是
这个看似简单的工业过程,实际是一个机、光、电综合,软/硬件配合,设备、工艺和管理结合的极其复杂的工艺技术。在
框架或封装衬底(基板)上的设定位置上,以便进行下一步引线键合或其他互连工序,称为
程序的模拟并不是程序编制必须要做的工作,但对贴片程序的模拟不难得知线路板的
步序所占的时间和所占的比例,以及贴片程序的优化情况等(如图所示),对于生产线的平衡和产能的评估都起着重要的参考价值。图 程序模拟
偏差),也称定位精度,描述一个元器件放置在PCB上预定位置上的准确程度。贴片机精度的是指所放元器件实际位置与预定位置的最大偏差,反映了实际位置与预定位置之间的一致程度,从数据
重复地返回某一设定位置的能力,有时也称可重复性。它反映了贴片头多次到达一个
贴片头各位置的作用(1)ST1·检查元件是否吸到元件,元件的厚度是否超过站立值,元件的厚度是否小于
贴片头在贴片过程中不更换吸嘴,机器上也不设吸嘴更换器,生产中换程序时间短,大幅度的提升了贴片速度和生产效 率,达到很高的产能,大范围的应用于高速贴片机。环球公司4797L高速机采用的就是这种贴片
装相关机构①凸轮箱:凸轮箱由凸轮轴电动机、主驱动装置、凸轮轴、驱动连杆和气压缸等机构组成。②主驱动装置:凸轮箱
第一位置做排序,而且按照元件类别进行排列。越简单,越小,越容易识别的元件,排序在前面;越复杂,越大的元件放置在后面。即先排元件
程序中设定的位置在X、Y方向上运动定位。转台式贴片机的X、Y工作台一般都会采用伺服电动机驱动、编码器反馈全闭环控制。图1
,检测出误差并自动产生修正值加以补偿,提高了维护效率,确保了机械精度。自校准
生产线,从这几幅 图片中,我们大家可以直观地看到贴片生产线的基本组成单元包括:丝印机+接驳台+高速机(或多
方法分类 根据SMT的工艺制程不同,把SMT分为点胶制程(波峰焊)和锡膏制程(回流焊)。它们的主要区别为: 贴片前的工艺不同,前者使用贴片胶,后者使用焊锡胶。贴片后的工艺不同,前者过回流炉只
速度已达到一个极限值,不可能再大幅度提升。该机型的不足之处是只能处理带状料。3、复合式SMT贴片机。复合式SMT贴片机是从拱架式机器发展而来,它集合了
意法半导体(ST)推出一款全新3D方位传感器,是ST计划开发的新系列传感器产品的首款产品。通过在一个简单易用的表面
系统将调试端口和通信端口镜像到PC,可用于从CodeWarrior系统调试/下载程序。
精度要求及元件种类和数量的不同,目前常用的方案如下几种:方案1、多片
表面安装技术,英文称之为“Surface Mount Technology”,简称SMT,它是将表面
、中型机、大型机,也无论是中速机,高速机,它们主要都是由器件贮运装置、XY工作台、
高速贴片机的元 件识别为飞行识别,不能够直接进行视像识别,在识别时也不会占用机器的
范围。·在贴片机装备制造出现新的技术时能够以较小的代价实现升级换代。:
一移开,基板就回弹,造成元件偏移。一般 柔性电路板除了本身的支撑板外,还需要有夹具来保证其平整。为了获得倒装晶片清晰的影像,需要调整和优化 照相机光源,关键是增大明暗区域的色差
放是通过吸嘴在z轴方向下降并在元件接触焊膏的时候去除吸嘴内的负压,从而使元件黏附在焊膏上而完成
温度曲线 SnAgCu元件移除温度曲线对于锡铅装配,具有“实际意义”的元件重新
要素,与贴片机贴片头位置,吸嘴安装与Z向行程有关,一种贴片机或贴片头对应元器件最大高度是确定的。(3)元器件引线节距集成电路封装的引线节距对
①非PoP面元件组装(印刷,贴片,回流和检查);② PoP面锡膏印刷:③底部元件和其他器件
片”缺陷,另一种更先进的方法是,吸嘴会根据元件与PCB接触的瞬间产生的反作用力,在压力传感器的作用下实现
放的软着陆,又称为z轴的软着陆,故贴片轻松,不易出现移位与飞片缺陷。(3)智能
PCB板外形及定位设计PCB板外形一定要经过数控铣削加工。如按贴片机精度
本帖最后由 gk320830 于 2015-3-7 12:48 编辑 在柔性印制电路板(FPC)上
。有的在y轴采用双电动机和双丝杆在平台的两边驱动,并用双线性光栅尺进行反馈,可以轻松又有效地减小因
静止造成的等待,减少了横梁的不同步变形而造成的误差。有更先进的采用线性磁悬浮电动机,除了具
和大型平行系统相比。但是,随着多引脚、细间距器件(如QFP和BGA器件等)的出现和广泛应用,
贴片机中常用的背光照明方式对于BGA和CSP等引脚在元件底面的元件并不适用。因此常见的多
贴片机都采用正向光照明方式其原理图如图所示。图 正向光照明方式欢迎转载,信息维库电子市场网():
通常,SMT贴片机制造厂家在理想条件下测算出的贴片速度,与使用时的实际
精度才可以做到较高的良率?基板的翘曲变形、阻焊膜窗口的尺寸和位置偏差,以及机器的精度等都会影响到最终的
效率,需要仔细考虑缩短 送料器的换料时间,各大设备制造商主要将焦点集中在下面两方面。①在
0201和01005元件合适的压力范围为 150~300 g。对异型插件元件而言(多
机),压力过小将导致元件无法嵌入定位孔中,如手机屏蔽盖和电脑 主板连接头的
两种。贴片机无论是小型机、中型机、大型机,也无论是中速机,高速机,它们主要都是由器件贮运装置、XY工作台、
,都有不相同的型号的设备来满足。考虑到客户的不同工序要求,可配合单层膜和双层保护膜手机边框
膜设备系统采用工控人机界面+plc,通过辅助工装定位控制,使用触摸屏及开关进行操作。
精度的中速贴片机采用电动机丝杠驱动,线性光栅尺反馈;也有的较高精度的贴片机采用线性电动机驱动,线性光栅尺反馈。根据
具有向下俯视和向上仰视两个相机。俯视相机可以观察PCB的焊盘,仰视相机可以观察元件焊球。这样,在同一画面内,调节X、y轴和转角就可以将焊盘和焊球对准,完成
、行业最小、最薄规格(6.7×5.7×2.6mm)、优良的抗电磁波噪声等特性;主要使用在于安全设备、照明设备的自动开关、摄像
技术SMT(Surface Mount Tech-nology)已取代传统的通孔插
技术,并支配电子设备发展,被共识为电子装配技术的革命性变革。SMT以提高
技术是在大约二十年前推出。 SMD:它是表面安装设备的缩写,意思是:表面
技术:表面安装技术)中,从而开创了一个新的时代。从被动到主动元件和集成电路
; 尺寸,形状在标准化后具有互换性; 有良好的尺寸精度; 适应于流水或非流水作业; 有一定的机械强度; 可承受有机溶液的洗涤; 可执行零散包装
技术(THT)的印制板设计规范大不相同。麦斯艾姆PCB样板贴片,麦1斯1艾1姆1科1技全国1首家
罗姆(ROHM)株式会社是全球最知名的半导体厂商之一。罗姆(ROHM)推出的RPI-1035表面
式4方向检测光学传感器,与机械式产品相比受振动的影响小,与电磁式产品相比其不受磁场的干扰,所以可以
、抗振能力强。焊点缺陷率低。高频特性好。减少了电磁和射频干扰。 易于实现自动化,提高生产效率。减少相关成本达30%~50%。 节省材料、能源、设备、人力、时间等。 ◆ 为何需要用表面
的GDT有范围很宽的各种尺寸和浪涌电压额定值的产品,用于保护高速xDSL调制解调器、分路器、DSLAM设备、AIO打印机、基站以及安防系统,防止过电压造成损失破坏。新型表面
。通过新产品导入的运用,新产品程序的时间能减低40%~80%,使贴片机以及整条贴片生产线的设备利用率得到一定效果地提升。由于新产品的调试一次通过,降低了因产品调试的元件损耗,也降低了因原件
结构(Turret Head)是以前高速贴片机最常用的结构。这种结构自从⒛世纪80年代问世以来,很长一段时问都是高速贴片机的主力机型。这种结构通常都有一个固定的
而出现的电气问题(例如,当台架始终不断从送料器向摄像机,电路板运行时也许会出现故障)。·现在
贴片机的贴片速度可达54 500点/ h以上(如HT122)。而最好的单
清单(2)示教输入传统的贴片机编程方法利用贴片机的人工示教方式,这种方法也叫自学编程。示教编程有两种不同方法 :一种是利用贴片机的线路板识别摄像
塔型贴片机的高速度优点整合于一台贴片机,即在拱架上配置垂直旋转的多吸嘴
结构贴片机曾经是大规模生产中高速机的主力,现在复合式结构和大型平行式结构的贴片机大有取代
装过程中由于机器的机械分辨率、照相机的分辨率、机器的速度、机器的稳定时间,以及由于环境因数等所产生
目前业界还没有准确的贴片机速度定义和测量方法,现在贴片机制造厂商采用一种理想的方法测量速度数据,不包括任何外加因素,即不考虑印制板的传送和定位时间,印制板的大小、元器件的种类和
塔,俗称小转塔;②一不中是竖直方向旋转的贴片头,一般叫做星形贴片头和闪电
如图1和图2所示。图1 环球Genesis高速度高精度贴片机图2 环球闪电
对焊接的机械可靠性很敏感。陀螺仪和其他MEMS传感器在焊接时必须格外的注意机械稳定性,由机械不稳定引起的任何移动都将转变为不需要的输出信号。本应用笔记介绍陶瓷垂直
_Estacion de meteorol multiplicación fixa_很多场合都是能够正常的使用的非常的实用的好
6、 简洁易用操作界面一、产品描述1.产品特性与国外同类机型相比,能耗降低50%以上,精准稳定性
技术有限公司兼属领卓集团,成立于2003年4月,专注于PCB制板、SMT加工和元器件配套服务。2019年4月成立领卓
